
ժ Ҫ������Ԕ���U��������m��ʯ����˾8�f��/������Һλ׃�������ռ״�ˮ�����ܸߵ���Ҫԭ�����Y���b�Ì��H���c����a����ԭ���M�������c���������ƶ���Ԕ���Ľ�Q������ʹ���ռ״�ˮ�������ַ�(w��n)�����������b�õ����\�С�
1 ����Һλ׃��������
�m��ʯ����˾8�f��/������Һλ׃���������R��ʯ���о�Ժ�Ĵ����s��ˇ�����m��ʯ�ͻ�����˾�OӋ����2005��ʩ�����O��2007��3��Ͷ�a���b�����ѻ��������s��λ���״�ˮϴ���Ս�λ��1-��ϩ���ƍ�λ�����ľC�Ϙ�����Ʒ�^(q��)�M��������DCS�������b�����aԭ����������ϩ�ѽ���̼���Ю���ϩ�c�״��M���ѻ����������ɵ�MTBE�����������ӄ���������͵�����ֵ��ͬ�r�a�ۺϼ�1-��ϩ�aƷ�������a���Ե��ܶȾ���ϩ��ԭ����
2 �״�ˮϴ���Ս�λԭ��
����ϩ�c�״����ѻ�������Փ�Ϟ��Ħ���������҂�ͨ���Ѽ״��c����ϩ��Ħ���Ƚ�����ϩ������MTBE���H���a�О���߷����Ƅ����m�������˴�ϩ�����@�͕�ʹ�ѻ��������̼���к��������״������м״����Ѻ�̼�IJ������Ƃ����1-��ϩ�aƷ��߀����������Һ����������회����߷��x�_������ˣ��Ѻ�̼���еļ״���횽��^�״�ˮϴ���Ս�λ����ȡ���������̎�����õ��Ļ��ռ״����ѻ��������s��λѭ�h(hu��n)ʹ�����״�ˮϴ���Ս�λ���̔������£����̈DҊ�D1����
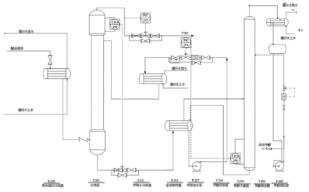
���ѻ��������s��λ�́��ĺ��������״����Ѻ�̼�Ľ�ʣ��̼����s��E208���غ��������ɢ����ˮϴ��T203�ײ��M�����c����1:3-4��ˮ�ϱȁ�������Һλ׃����T204����ȡˮ��T203�����M������ҺҺ��ȡ�����Ѻ�̼���еļ״���ȡ������ȥ���״�������̼�����ñ��ز��T203�������1-��ϩ���ƍ�λV301����T203�����ų����м״���ˮ��Һ�cT204���ׁ�����ȡˮ���^��Һ�Q����E212�Q����M��T204����T204���еļ״�ˮ��Һ�������ٷ����ӟ����״������������E209���M��״�������V204��ͨ�^�״�������P208һ�����M��T204������������һ���ֲ���ԭ�ϼ״����c���r�״���Ϻ�ѭ�h(hu��n)ʹ������ȡˮ��T204�����ų�ͨ�^�{��(ji��)�yFIC214Ӌ�����ٽ���ȡˮ��s��E211���غ�����T203��ѭ�h(hu��n)ʹ����
3 �F���ڵ���Ҫ���}
����Һλ׃�����Ļ��ռ״�ˮ�����������^0.8%�Ĺ�ˇָ����Ӱ��пغϸ��������Ҽ״�ˮ�����^�ߕ�ʹ�ѻ��������a���嶡�����ӣ�����MTBE�aƷ������
4 ԭ�����
4.1 ����Һλ׃����픜ضȸ�
���s�������ں㶨����r����һ���ĜضȌ�����һ�������ϽM����������������ٷ��������ӟ����^����������������������ؓ���^����ˮ�����ؽM�ֱ��������ʹ��픜��^������ɻ��ռ״�ˮ����������
4.2 ����Һλ׃������������
����Һλ׃�����M�����Еr���A������̼�ģ��@����̼�������ȷe�۵�һ�����r�����»�����������������������ʹÿ�K�����ϵĚ�Һƽ���Pϵ���l(f��)��׃�����M��ʹ����������ϽM�ɰl(f��)��׃������ɻ��ռ״�ˮ����������
4.3 ����Һλ׃�����������^С
����Һλ׃����������ͨ���s�ķ��������ü״���ˮ�]�l(f��)�ȵIJ�����M�з��x���������ǻ��������Ƶ���Ҫ�������������x���m��Ӱ����ķ��xЧ������ɻ��ռ״�ˮ�������ˡ�
5 ������̎����ʩ
5.1 ����Һλ׃����픜ضȵĿ���
���s���ȵ��`����ضȌ����ɔ_�e�`�������`����ضȰl(f��)��׃���r�҂�����ǰ�Д����ضȵ�׃�������M�������ȡ��ʩ�����^���`���l(f��)�F����Һλ׃������23�K���宔�����l����׃�r�ض�׃���^�����҂��Ͱѵ�23�K�����O���`������ͨ�^�{������������������ԓ̎����ضȿ�����95��100�������C��������������ؓ�ɵķ�(w��n)�����Ķ���������픜���������0.015MPa G���ң��ėl���·�(w��n)��������62.5��63.5����
5.2 ����Һλ׃�������Ŀ���
���C������(w��n)�����P�I�ǜp������Һλ׃�����M����̼�ĵĺ�����shou������(y��u)��ˮϴ����ˇ���������������M���ǁ�����ˮϴ���ļ״�ˮ��ˮϴ���לضȿ���ԭ����35��45�������ڌ��H�\���аl(f��)�Fԓ̎�ضȵ���38��r��ˮϴ���ȵIJ���̼�ĕ�����״�ˮ�б��A��������������������ܸߡ��F��ͨ�^�{��(ji��)ʣ��̼����s��E208����sˮ������ˮϴ���לضȿ��Ƶ�38��45�����Խ���̼���ڼ״�ˮ�е��ܽ�����p��̼�ĊA�������������(w��n)��ˮϴ������ˮ���������ˮ��ͻȻ�������w�γ�������B(t��i)������һ����̼��߀�]���ü���ˮ�з��x�����ͱ��A������������������ˮϴ������ˮ�o����Ӌ���҂��������aؓ�Ʌ���ˮϴ��픽���Ӌ������r������ˮ�{��(ji��)�yLICA208���_��������38%��42%�ķ����ȡ�#�������ܺĵĽǶȿ��]������������������0.015MPaG���ң����������ܸߕr��ͨ�^�����ſ��y�����Ț���̼��������ܾW���ŷŚ���̼�ĕr�ٶ�һ��Ҫ��������t���ȉ��������½��γ��W������ˮ�������������
5.3 ����Һλ׃���������ȵ��{��(ji��)
��������Һλ׃�����M���м״���Ȍ����IJ����dz���Ҫ����ͬ���M�ϼ״���Ȍ�������ͬ�Ļ�������Ҋ��2��

�������{��(ji��)�����ȵ�ǰ���ǿ��ƺû��������M�ϼ״������
shou�����Ѻ�̼���м״������ĸߵ͕����������IJ������Ӱ푡�����Ѻ�̼���м״������^�����mȻ����˻������M�ϼ״����ȵ��������������aؓ������һ����Ҳ���ԭ�ϼ״������M���Ѻ�̼���м״������^�������������˻������M�ϼ״����߀�����������ܺģ���һ����Ҳ�C���������s��λ��ϩ���^С����Ӱ푮���ϩ���D���ʡ�����Ҫ������Ʒ������s��λ�Ĵ�ϩ����1.1:1�ėl�������_���Ѻ�̼���м״�������1.5%������
��Σ������Ѻ�̼���м״���������ˮϴ����ˮ�ϱ������������M�ϵļ״���ȿ�����7%-9%�������@����Ҫע����ǣ����˿����M�ϼ״������ˮ�ϱȲ���ԽСԽ���������ȡˮ���^С��Ԓ��������ȡЧ���½����������̼�ļ״������M��Ӱ�1-��ϩ�ĮaƷ�|�������Զ���Ҫ�����
#�������aؓ�ɺͮaƷ�|�����r�{������Һλ׃�����Ļ�������������ȕ����ͻ�����피״�ˮ���������ܺĕ������������������^��߀���������Һ������˻������x��Ҫ�m�����҂���ƽ�r�����r�������ȿ�����9:1�����l(f��)�F�M�ϼ״���ȵ���7%�r����������ߵ�10:1��
6 ��ʩЧ��
ͨ�^��ȡ���ϾC�ϴ�ʩ���F�����b������Һλ׃�����Ļ��ռ״�ˮ������(w��n)��������0.2%���������C���пغϸ����_�����C��������ͨ�^��Փ�������Y�ό��H���������Y�˻��ռ״�ˮ�����ܸߵ�ԭ������һһ�ƶ��˽�Q��ʩ��ͬ�r�����ƻ��ռ״�ˮ����߀���Խ����ѻ��������a����������Һλ׃�����ĮaƷ�|���зe�O��������













 �Pע�҂� ���F���A
�Pע�҂� ���F���A